Magnetic-particle testing. Test method: LVS EN ISO 23278:2015. Non-destructive testing of welds - Magnetic particle testing - Acceptance levels
Magnetic particle inspection is a non-destructive testing process designated to detecting defects /discontinuities invisible to the naked eye located on surfaces and in shallow subsurfaces up to 2 mm deep.
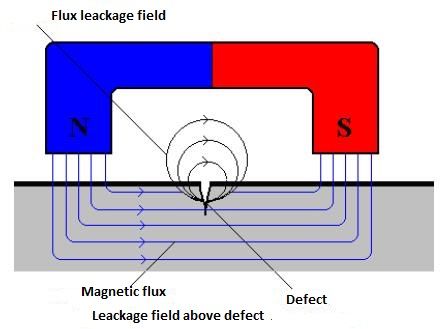
The objective of magnetic particle testing is to create a magnetic field above the defect and to detect the defect by presence of a flux leakage field.
In order to detect magnetic fields above defects on inspected areas of the tested item there are applied ferromagnetic particles, suspensed in a liquid or in air (dry method).
Magnetic particle inspection is used for detecting defects (discontinuities in surfaces and shallow subsurfacaes) in ferromagnetic materials.
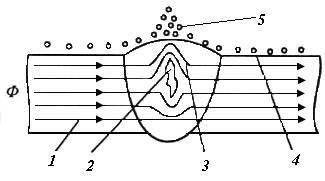
By magnetization of the inspected area there is created a magnetic field. Magnetic flux does not change its direction in the defect-free area of the tested item. But if there is a defect occurs on the way of the magnetic flux, such as for example a discontinuity of the metal (cracks, nonmetallic inclusions, pores, etc.), then some of magnetic lines come out of the item. In places where magnetic lines come out and come back there appear local magnetic poles N, S and a magnetic field above the defect. A number of forces influence ferromagnetic particles in the magnetic field above the defect. As a result of this influence ferromagnetic particles are getting magnetized and attracted to each other, they join into chains and move toward the defect where they group in strips. The width of strips of the settled powder is significantly more then the width of cracks, hair cracks, therefore magnetic particle inspection can detect the tiniest cracks with opening width of 0.001 mm, depth of 0.01 mm and more, as well as other defects.
Magnetic-particle testing (MT)